З українською все гаразд, ( приємно здивований). Гелю бачив, ветіго тоже бачив, гадаю у вас є чого повчиться... Мабуть є ще якісь хитрощі, по типу навіски рулів, з`єднання косим шпангоутом...



З українською все гаразд, ( приємно здивований). Гелю бачив, ветіго тоже бачив, гадаю у вас є чого повчиться... Мабуть є ще якісь хитрощі, по типу навіски рулів, з`єднання косим шпангоутом...
Зізнатися чесно, я користувався перекладачем Яндекса. Прочитати український можу, а от написати не вмію
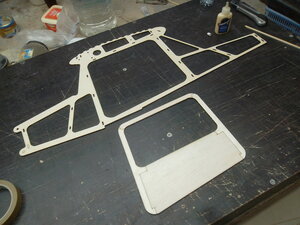
Первый шпангоут мотокороба.
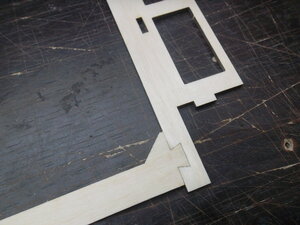
Верхняя плата носовой части, потолок в кабине.
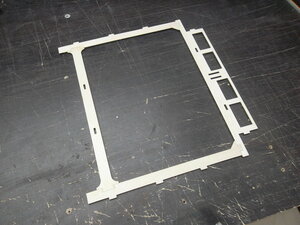
Седьмой шпангоут носовой части.
Дверь кабины. Сначала были мысли сделать открывающиеся, но потом передумал и вклеил. Не захотел с петлями и замками заморачиваться.

Как аккуратно нарезка с шипами подогнана, очень толковые люди работу делали")


Усе гаразд .Сообщение от Сергей Сергеевич

Не заморочуйтеся. Спілкуйтесь російською.
Мы как то на другом форуме обсуждали точность лазерной нарезки. Я написал маленькую статью, продублирую ее здесь, может кому пригодиться
Теперь про точность в моделировании. На комьютере при разработке модели точность нулевая это то понятно,
а вот дальше при воплощении цифровых проекций в фанеру начинаются проблемы.
Толщина реза лазерного луча имеет свой размер, зависит этот размер от толщины материала и профессионализма оператора станка.
А теперь как это делать:
1. Лазерный луч
Головка лазера имеет фокусное расстояние зависящее от линзы стоящей внутри головки, бывают линзы с коротким фокусом бывают с длинным.
Первое это подбор расстояния головки от материала. Высота головки должна быть такой чтоб луч фокусировался в центральной части толщины материала,
тогда толщина реза будет минимально возможной и торец среза будет максимально ровный.
Головка меняет высоту в ручную, крутите и пробуете, на взгляд видно когда расстояние правильное, рез начинается тоненький без боковых опалин.
Мощность луча так же имеет значение. В программе значение мощности выставляется в виде значения от 1 до 100, но это грубая настройка.
Обязательно надо откалибровать мощность потенциометром находящемся на самом станке, я начинаю подбор от меньшего к большему,
выкручиваю в минимум включаю тестовую резку и начинаю увеличивать мощность пока рез не начнет проходить насквозь.
2. Ровность стола
После выставления луча надо проверить как эта высота работает в разных местах рабочего пространства.
Я режу небольшой кружечек в каждом углу рабочего поля и в центре,
если все кружечки самостоятельно вывалились значит стол ровный и вообще геометрия самого станка не нарушена.
3. Толщина реза
Ну это просто, вырезаем например квадратик 10Х10 мм и меряем что получилось, например получилось 9.75Х9.75
Далее по формуле : Х = А - В
где:
Х - толщина реза
А - размер чертежа
В - размер детали
в этом случае Х = 0,25мм
4. Погрешность по осям
Это значение оператор должен знать наизусть и регулярно его проверять, по мере вытягивания ремней это значение меняется.
Для вычисления этих значений вырезается максимально возможный прямоугольник на всю рабочую зону станка, например мы вырезали 1000Х900.
Для измерения я использую металлическую линейку, точность конечно до 0,05 но визуально разделить 1 мм на 5 частей у меня получается,
таким образом точность измерений составляет 0,2 мм. Например вырезанный прямоугольник имеет размер 998,2Х903 ( L x H )
Далее по формуле : Y = ( ( А - В + Х ) / А) х 100
где:
Y - погрешность в процентах
А - размер чертежа
В - размер детали
Х - толщина реза
в данном случае
L = 0.205 %
H = -0.305 %
5. Подготовка файла
Готовые выкройки деталей, которые имеют нулевую точность мы начинаем подгонять под станок. Во первых добавляем контур равный половине толщины реза, в нашем случае 0,125 мм.
После добавления контура я раскладываю детали на листе таким образом чтоб длинные прямые участки деталей прикасались друг к другу и резались в один проход, этот прием реально экономит время и стоимость.
После того как выкройки разложены по листу я делаю 1 миллиметровые разрывы на линиях чтоб детали не вываливались во время резки, детали легко выдавливаются пальцами ломая эти маленькие недорезы.
Теперь время внести корректировку по осям. Я работаю в КорелДрав 12, там возле ячейки в которой отображается размер детали есть ячейка в которой отображается проценты изменения от первоначального размера.
Выделяем всю выкройку и в ячейках с процентами после значения 100% пишем +0,205 и в другой -0,305 (главное не перепутать оси) , выкройка по одной оси сожмется а по другой вытянется.
Вот после таких танцев с бубном от лазера можно получить вполне себе точный раскрой.
- - - Добавлено - - -
закинул сегодня 22 фото, все сюда их выкладывать не буду, только основные. подробности в Яндекс фото.
В этой детали будет находиться механизм отцепа для буксировочного леера. Для центрирования заготовок между собой я попробовал применить зубочистки, вроде получилось.
Последний шпангоут носовой части фюзеляжа, ответный к хвостовой балке. Для центрирования деталей использовал винтики М4.
А эта деталь из крепления передней стойки шасси.
Детали крепления подкоса в крыло. Тоже с гайками М4.
Гайки М4, крепление капота двигателя.
Детали крепления основных стоек шасси, гайки М4.
Полу шпангоуты носовой части, на этом элементе будут крепиться основные стойки шасси или стойки поплавков.


Сергей, приветствую!
Интересный проект и хорошая работа - есть на что посмотреть!
Давай следующую порцию.
Вроде вся предварительная склейка деталей завершена. Теперь можно приступить к сборке.
Как всегда, все начинается с мотокороба.
Перед склейкой собирал на сухую, как оказалось есть определенная последовательность которую нельзя нарушать.
Основное время при сборке уходит на ожидание когда клей высохнет.
Понятно почему Китайцы с термо клеем работают, в разы быстрей
И не только потому что быстрее
В принципе горелая поверхность реза фанеры, весьма специфична для клеевого соединения.
Вы какой клей выбрали себе для работы после экспериментов?
Владимир приветствую. Я использую ПВА. Раньше клеил Момент Столяр. Сейчас клею на Тайбонд, как мне кажется после высыхания он жестче.
На счет паленого реза есть нюанс. Фанера бывает разная, а именно, клееная разными клеями. Я сейчас точно марки не назову, не помню. Но действительно бывает что рез просто копченый, даже угольная пыль присутствует - которую только сошкабливать - такой фанерой я не пользуюсь. Кстати авиационная фанера именно такая, 1мм / 1,5мм / 2мм (авиационная) режется очень плохо с копчеными краями и лазер во время реза сияет как сварка. Мы фанеру выписываем из Москвы (пачками по 100 листов) сорт 2/2ш2 3мм. она режется прекрасно. ПВА хорошо впитывается и проблем с прочностью пока не возникало.
Продолжаю сборку носовой части.
- - - Добавлено - - -
Перебейте мое сообщение пожалуйста кто нибудь
Эту тему просматривают: 1 (пользователей: 0 , гостей: 1)
 Ваши права
Ваши права
|
|

 Ответить с цитированием
Ответить с цитированием