
Здравствуйте. Нужно просверлить дюралюмин толщиной 5мм с торца на глубину миллиметров 100. Необходимо отверстие 2-3 мм диаметром.
Как это осуществить?
Заранее благодарен




Здравствуйте. Нужно просверлить дюралюмин толщиной 5мм с торца на глубину миллиметров 100. Необходимо отверстие 2-3 мм диаметром.
Как это осуществить?
Заранее благодарен


Сообщение от ukr109' post='158475' date='27.3.2010, 11:43
это нереально сделать покрайней мере сверлом -- или уведет или переломаете кучу сверел на первых 40мм больше думаю не просверлите. Можно сделать электроэрозией но вам это выльется в копеечку и сделать это можно только на современном электроэрозионном станке.
Может проще купить и не заморачиватся?


Сверлить не сложно, обороты побольше, подача поменьше, если есть такое длинное сверло. Сначала нужно стандартным на максимально возможную глубину. Главное заготовку ровно и надежно зажать. Сверлили и дюраль и титан, правда немного на меньшую глубину.
Будет руль?
Зачем так глубоко?
Если сквозное, сверлить с двух сторон друг на против друга.
Да, главное сверлить по чуть-чуть, почаще выводя сверло для удаления стружки, иначе можно заломать сверло.
Да, руль на оффшор=) Ну а как производители делают это вообще?

можно просверлить, только обороты не побольше а в районе 500. Почаще выводить сверло, примерно каждые 0,5 мм глубины. Смазывать WD-40, чистить сверло от налипания. Дюраль должен быть твердым. - обязательно. Сверло затачивать не знаю как, но у меня из кучи свёрл только одно сверлит и не уводит. Сверлю фрезерным станком, сверло зажимаю в цанговый патрон чтоб не било. Сверлил до 60 мм. Больше не было необходимости. Выходное отверстие на вид не ушло.
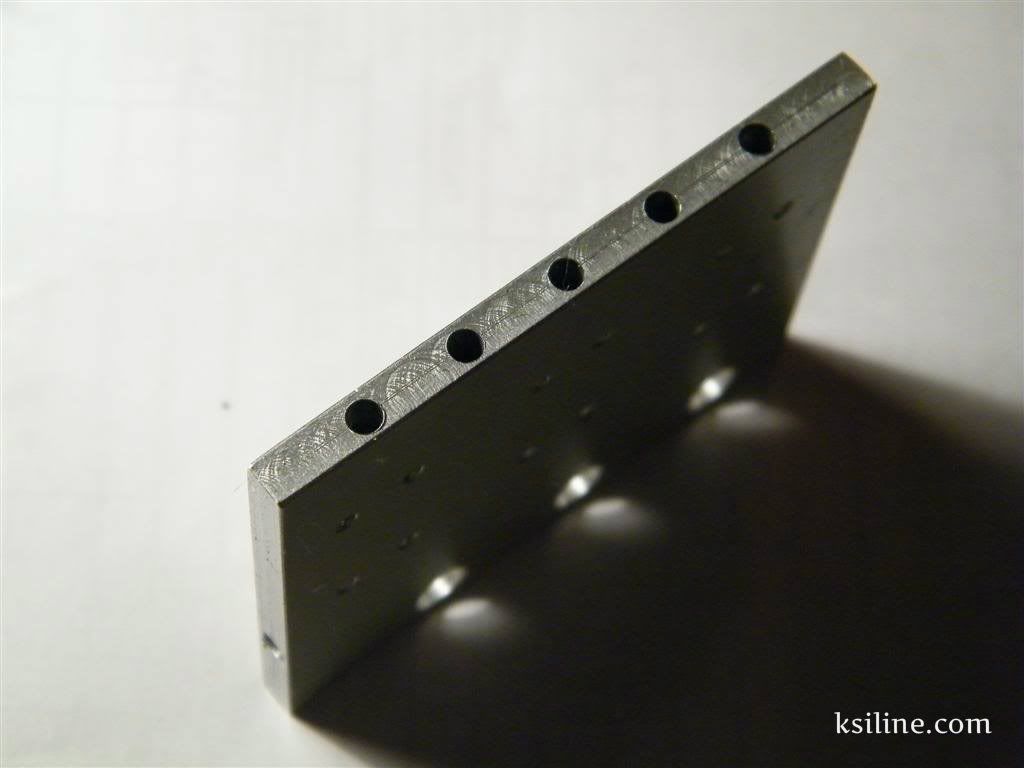
Во сегодня сверлил радиатор на контроллер БК. Глубина 50мм, диаметр сверла 2,5 мм, толщина дюраля 3,8 мм. На 7 отверстий примерно 1,5 часа.
"Сверление лёгких сплавов требует особого внимания... Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65…70 градусов), угол наклона винтовых канавок (35…45 градусов), задний угол равен 8…10 градусов."
" При сверлении следует учитывать разбивку отверстия в результате паразитных колебаний и биений сверла, которые возникают даже при высококачественной заточке инструмента. Разбивка отверстий увеличивается в зависимости от вязкости металла, скорости сверления и диаметра отверстия. Для уменьшения разбивки рекомендуется сначала сверлить отверстия на 1—3 мм меньше требуемого, а затем проходить сверлом нужного размера.
При обработке глубоких отверстий вращение сверла должно быть медленным. Чтобы скопившаяся стружка не заедала сверло, его следует часто выводить из отверстия и освобождать от стружки. Для повышения эффективности сверления часто применяют смазку: для стали — машинное масло, для меди, латуни, дюралюминия — мыльную эмульсию. Чугун и бронзу сверлят без смазки."
*Спасибо, на этой неделе думаю просверлю
Насквозь 240 мм пластину удалось!! На первый взгляд даже вроде отверстие не смещено
Эту тему просматривают: 1 (пользователей: 0 , гостей: 1)
 Ваши права
Ваши права
|
|

 Ответить с цитированием
Ответить с цитированием